案例类型
工业企业及园区污染防治
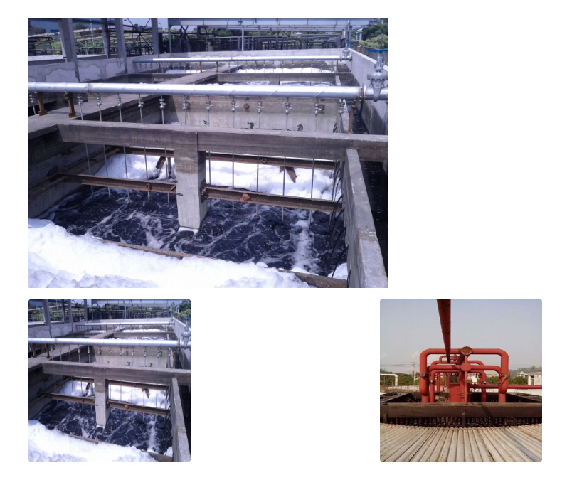
工程规模
6000吨/天
难点问题
印染工艺耗碱、耗盐量大,车间出水碱度大,盐度高;废水中COD、氨氮、总氮浓度高,存在难氨化有机氮。
解决方案
采用“清洁生产改造+分质预处理+生物强化脱氮+多元再生回用”的技术路线。通过废碱、废盐原位处理短程回用和剩余蒸汽多效利用等,实现染整工艺清洁生产。以电导率为指标,对前处理和染色工段等废水分质预处理,提高废水预处理效率和可生化性。经“厌氧-缺氧-低氧-好氧”集成“生物强化脱氮”工艺,实现高含氮印染废水的高效多级耦合脱氮;通过优化低氧工艺单元曝气方式、溶解氧分布,实现短程硝化-反硝化生物脱氮,最终实现印染废水的高效低耗处理。采用“混凝沉淀+砂滤+超滤+纳滤”的流程对印染尾水深度处理及多元回用。
案例成效
进水CODCr、氨氮、总氮、色度分别约为 900-6000 mg/L、5-40 mg/L、20-110 mg/L、2000-4096,经处理,生化段出水达到《纺织染整工业水污染物排放标准》(GB 4287-2012)纳管标准,总氮去除率75%以上;超滤出水达到低端回用标准(洗涤等);超滤-纳滤出水达到高端回用标准(染料配制等)。工程总投资2000万元,吨水运行费用2.7元。废水综合回用率60%以上,年节约水量70万方(按2.15元/方水价计,多元回用每年经济效益160万元)。获2016年纺织工业联合会科学技术进步二等奖。
推广应用
在江苏省江阴市某被单厂有限公司污水处理工程中推广应用。