
我国渣油(又称“桶底油”)资源储量丰富,年资源化利用量达1.3-1.6亿吨,且其硫含量占石油总硫量的90%以上。作为石油天然气及基础原材料领域的国家重点工程,百万吨级渣油加氢、延迟焦化、乙烯生产装置不仅会排放大量SO2、H2S及其他含硫污染物,且长期处于易燃、易爆、高温、高压、强振动等恶劣工况,导致源头减排难度极大,是全球硫化物控制的重点与难点。
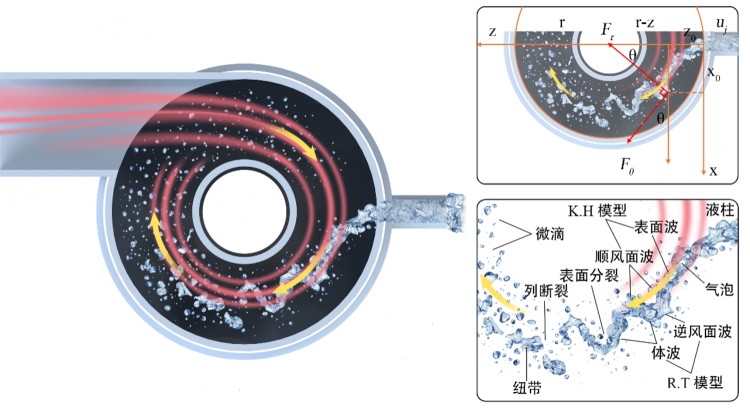
为破解上述难题,四川大学依托国家烟气脱硫工程技术研究中心,研发了“石化行业极端环境下含硫气体高效吸收技术”。该技术通过强旋湍流场诱导微液滴自公转耦合运动,引发界面高频振荡——微液滴振荡周期低至4ms,振荡加速度达重力加速度的2000倍,进而使气液界面更新速率提升10余倍,最终实现脱硫效率>95%、传质系数提升一个数量级,同时设备体积缩减80%、占地面积减少40%以上,填补了国内高温高压高硫废气治理技术空白。
目前,该技术成果已获授权发明专利49件(中国47件、美国2件、俄罗斯2件)、软件著作权3项,发表SCI论文82篇,出版专著《液固旋流分离新技术》1部,牵头制定行业标准3件,在全国24个省区市的10个行业、近200套工程装置中落地应用(涵盖百万吨级渣油加氢、石油焦化、乙烯等关键领域),典型项目包括全球最大规模260万吨/年浆态床渣油加氢脱硫装置、法国Axens 600 万吨/年沸腾床渣油加氢装置、美国Chevron 400 万吨/年固定床渣油加氢脱硫装置等,累计形成石油脱硫加氢能力1.33亿吨/年、SO2源头减排能力333万吨/年、H2S回收能力177万吨/年,近三年为合作企业新增直接经济效益20.67亿元,创造环境效益16.78亿元。

该技术成果荣获省部级科技进步奖一等奖1项,整体达到国际先进水平;其中微界面振荡技术成功实现了石油天然气及基础原材料重大生产装置高效脱硫与资源化利用的重大突破,处于国际领先地位,被纳入Elsevier出版的国际工程手册《Handbook of Spent Hydroprocessing Catalysts》(第二版)及国家级规划教材《化工原理》(第五版)。
