





再生铅连续富氧侧吹低温熔炼技术
来源项目
国家鼓励发展的重大环保技术装备目录(2023年)
技术分类
固体废物处理处置-危险固废
适用对象及范围
适用于冶金、新能源、化工领域的废铅酸蓄电池、铅膏、铅泥等安全处置及资源化
基本原理
铅膏、铅渣、铅泥等与铁矿石、石灰石、石英石、纯碱和粒煤以一定比例配料混合后,送入富氧侧吹炉熔炼。硫酸铅经历分解、还原等过程,生产单质铅和二氧化硫;造渣剂结合形成“铁-硅-钙-钠”四元低熔点渣,在侧吹炉内形成熔池。液态的单质铅在重力的作用下与渣层分离,沉入炉底并从放铅口排出,直接流入精炼锅或浇铸成粗铅锭;二氧化硫进入烟气,经过余热回收、除尘、净化后进入制酸系统,得到的烟尘返回配料熔炼,最终尾气达标排放;尾渣从排渣口排出并快速冷却,形成玻璃态的水淬渣,为一般固废,可以用于生产水泥等建筑材料。
技术描述(创新点及优势)
1. 构建了“铁-硅-钙-钠”四元低熔点渣型体系。通过添加少量助熔剂显著降低了熔炼渣温,将火法炼铅温度从传统工艺的1300 ℃以上降低至1150 ℃以下,大大降低了熔炼能耗,具有节能、环保的优势。
2. 研发了新型富氧侧吹炉装备。采用低搅拌负荷新型氧枪并将其高密度优化布局,解决高熔炼负荷与低铅挥发强度的矛盾,烟尘率降低至14 %以下,铅直收率达到98 %以上;采用高铅位、深炉缸配置,并创新采用水套与耐材复合渣线结构,实现单次炉龄超过24个月,大大提高作业率、降低炉窑维护成本。
3.开发了再生铅连续富氧侧吹低温熔炼与离子液辅助制酸成套装备系统,出炉烟气的SO2浓度稳定在3 %左右,经动力...
应用案例名称
太和县大华能源科技有限公司20万t/a再生铅连续富氧侧吹低温熔炼技术示范工程
案例地址
安徽省阜阳市太和县肖口镇工业园区
案例规模
年再生铅20万t/a(12 m2+6 m2富氧侧吹炉),年实际消纳废铅蓄电池等含铅危废29万t,生产精铅20万t
项目投运时间
2020-05-01 00:00:00
验收情况
已验收
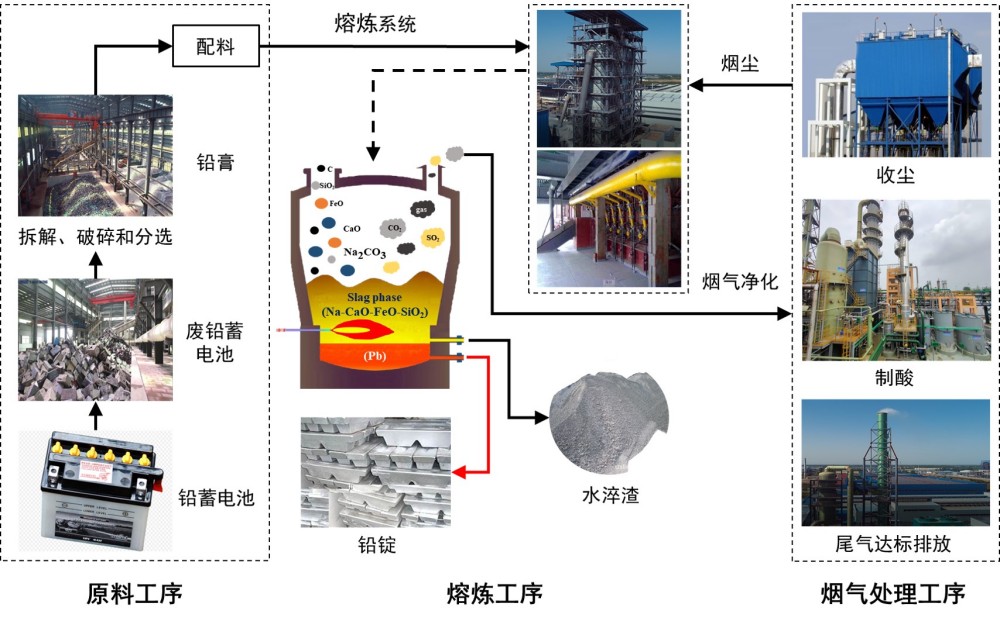
工艺流程
原料工序:废铅蓄电池经拆解、破碎和分选得到的铅膏按比例配入铁矿石、石灰石、钠盐和水处理石膏渣,经皮带输送至侧吹氧化炉或者侧吹还原炉。
熔炼工序:熔炼过程由鼓入的富氧与还原剂燃烧放热,氧气与压缩空气按一定比例混合后鼓入熔池内,炉渣中Pb以PbO的形式与硅铁钙结合成四元渣,所产生的粗铅由放铅口放出,直接流入到粗铅精炼锅内精炼或铸成粗铅锭。高铅渣由侧吹氧化炉放渣口自流进入侧吹还原炉,PbO被还原成粗铅,从虹吸口2~3 h出料一次。氧化熔炼过程和还原熔炼过程所产生的烟灰采用制粒机制成球粒与其他还原炉物料一起进入还原炉熔炼。还原炉渣从排渣口排出并快速冷却成水淬渣,水淬渣直接外售作为生产水泥的原料。
烟气处理工序:由氧化侧吹炉来的含SO2高温烟气,经SNCR脱硝、余热锅炉除尘降温至360 ℃以下,再经静电除尘后使含尘量降至0.3 g/Nm³,烟气则进入到制酸系统进行制酸。由还原侧吹炉来的含少量SO2高温烟气,进入余热锅炉除尘降温,然后经表面冷却器将烟气温度降低到150 ℃左右后,进入布袋除尘器除尘,净化后通过离子液吸收SO2,最后达标排放。
污染防治效果和达标情况
1.废气:颗粒物浓度<10 mg/Nm3、二氧化硫<100 mg/Nm3、氮氧化物<100 mg/Nm3,满足《再生铜、铝、铅、锌工业污染物排放标准》(GB 31574-2015)的排放要求
2.废水:生产废水满足《再生铜、铝、铅、锌工业污染物排放标准》(GB 31574-2015)的排放要求,且全部送入污水处理车间,处理达标后排放,满足《城市废水再生利用工业用水水质》(GB/T 19923-2005)。
3.废渣:消纳废铅蓄电池、铅膏、铅泥等29万t/a,最终尾渣为玻璃态水淬渣,满足《固体废物玻璃化处理产物技术要求》(GB/T 41015-2021)。
二次污染治理情况
相比常规技术,二次污染物减排效果显著,其中烟尘排放减少80.74 %(0.1090 kg/t铅),Pb排放减少39.94 %(0.0015 kg/t铅),SO2排放减少78.86 %(0.3170 kg/t铅),NOx排放减少75.56 %(0.4700 kg/t铅)
能源、资源节约和综合利用情况
1.资源节约:项目年产精铅20万t,按铅金属量计年节约铅精矿(含铅60 %,YS/T 319-2013的二级品)超过33万t。
2.综合利用:项目消纳废铅蓄电池等含铅危废29万t/a,综合回收精铅20万t/a、废塑料1.9万t/a、硫酸4万t/a,最终尾渣含铅<1 %(6.7万t/a)可用于生产水泥等建筑材料,少量精炼渣和阳极泥精炼渣定期委托有资质单位综合回收,实现废铅蓄电池的无害处置和有效资源化利用,资源化利用率和铅综合回收率达99.8 %以上。
投资费用
项目总投资47000万元,建设期为18个月。
运行费用
年运行成本共约256099万元(不计铅合金),单位运行成本约12805元/t精铅或8831元/t危险废物

微信公众号